Explore Laser Welding
Materials and Services · Tolerances · Design Guide · Advantages of Laser Welding
CipherFAB values your privacy and security. Learn More
Get an Instant Explore Laser Welding Quote
Supported files: STEP, STP, SLDPRT, DXF, IPT, PRT, SAT
Laser Welding Service
CipherFab offers a high-quality laser welding service using concentrated fibre laser beams to melt and fuse metal components with minimal heat input, minimal distortion, and no filler material required for most applications. Laser welding produces narrow, deep-penetration welds with a high aspect ratio — delivering weld beads from 0.1 mm wide with a heat-affected zone measured in fractions of a millimetre. Our laser welding service is suitable for precision assemblies, medical devices, electronics enclosures, thin-wall tube, battery modules, and cosmetic weld applications where distortion must be minimised. CipherFab provides instant quotes on laser welded assemblies with DFM feedback on every uploaded file.
You can get an instant quote from a 3D CAD file (file formats include: STEP, STP, SLDPRT, DXF, IPT, PRT, or SAT files) through our Instant Quoting Engine.
Transparent Pricing, Assured Quality
At CipherFAB, we believe manufacturing costs should be clear from the start. Our pricing is based on your project specifications, materials, production complexity, finishing requirements, and delivery timeline — with transparent quotes and no hidden charges. Every quote is tailored to ensure you receive the best balance of quality, speed, and cost.
Laser Welding — Materials List
Metals (Fibre Laser)
Stainless Steel 304 · Stainless Steel 316/316L · Stainless Steel 17-4PH · Mild Steel 1018 · Galvanised Steel · Aluminium 5052 · Aluminium 6061 · Aluminium 7075 · Titanium Ti-6Al-4V · Inconel 625 · Inconel 718 · Copper 110 · Nickel alloys · Kovar · Tool steel
Laser Types
Fibre laser (1.064 µm wavelength) — primary process; transmitted via fibre optic cable directly to weld spot; highly absorbed by stainless steel, aluminium, and titanium CO₂ laser — available for non-metallic and thermoplastic laser welding applications Pulsed Nd:YAG — available for precision spot welding and jewellery-grade cosmetic welds
Joint Types Supported
Butt joint · Lap joint · T-joint · Corner joint · Edge joint · Fillet joint · Hermetic seam weld
Laser Welding — General Tolerances
| Description | General Tolerance |
|---|---|
| Weld Bead Width (minimum) | From 0.1 mm (100 µm) |
| Weld Quality Standard (default) | ISO 5817 Level B (high quality) |
| AWS Standard | AWS D1.1 (steel) · AWS D1.2 (aluminium) |
| ASME Standard | ASME Section IX for pressure-critical applications |
| Heat-Affected Zone | 0.5–1.0 mm typical — significantly narrower than TIG or MIG |
| Dimensional Tolerance (post-weld) | ±0.010″ on laser welded assemblies — tighter than arc welding |
| Distortion | Minimal — low heat input prevents bulk thermal distortion |
| Penetration Depth | Up to 12 mm in a single pass depending on laser power and material |
| Material Thickness (recommended) | 0.1 mm to 12 mm; thicker sections require multi-pass strategy |
| NDT Options | Visual · Dye penetrant · Ultrasonic · Radiographic testing |
Design Guide: Laser Welding
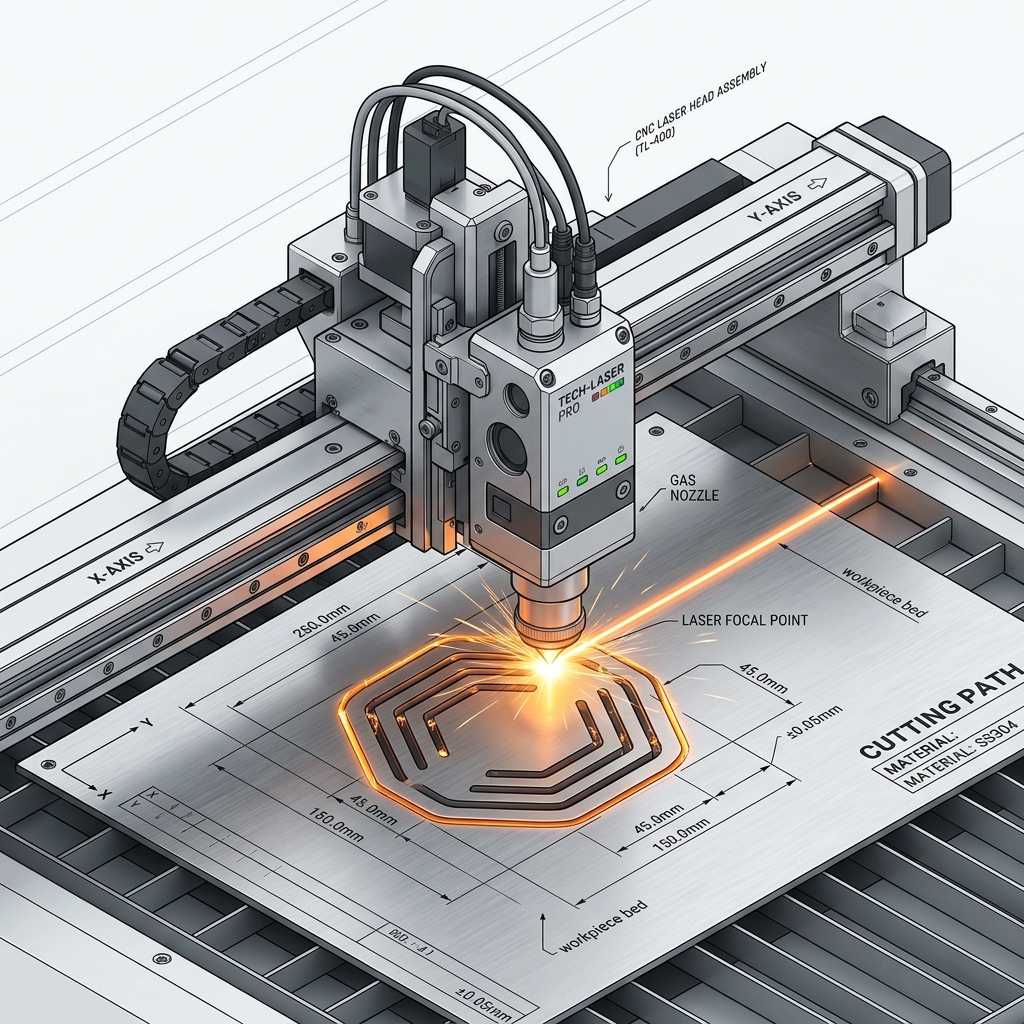
We have compiled our best tips into this guide to help you understand laser welding processes, how to design weld joints for laser access, joint fit-up requirements, gap tolerances between mating faces, material reflectivity considerations, hermetic seam weld design, and how to specify weld quality level and inspection requirements for precision laser welded assemblies.
Advantages of Laser Welding
Laser welding is significantly faster than TIG welding and produces a narrower, more controlled weld zone with minimal distortion — making it the preferred process for precision assemblies where tight tolerances must be maintained through the welding operation. A focused laser beam applies very high specific energy to a small melt pool — the speed of the process prevents excess heat conduction into the surrounding material, keeping the heat-affected zone to a fraction of what TIG or MIG welding introduces. For medical device components, electronics enclosures, battery tab connections, thin-wall tube assemblies, and any application where cosmetic quality and dimensional integrity through the weld cycle are critical — CipherFab's laser welding service delivers the precision, repeatability, and process control that arc welding cannot match.